Email:gwdlcom@gmail.com |
sales@gwdl.com
Telephone/WhatsApp:+86-15637962277
The figure below illustrates the heat treatment strengthening process of titanium alloy. The higher the solution treatment temperature of the titanium alloy, the more pronounced the dispersion strengthening effect after aging. However, if the temperature is above the β transformation temperature (i.e., the phase transition point), quenching will cause the disappearance of the α phase and accelerate the movement of β phase grain boundaries, leading to excessive grain growth and brittleness. It has been proven that the solution treatment temperature is generally selected to be 30°C to 110°C lower than the (α+β)/β phase transition point. For α+β type titanium alloys with lower alloying elements, a higher temperature quenching is chosen to obtain more martensitic phases. For α+β type titanium alloys with higher alloying elements, a lower temperature quenching is chosen to obtain more metastable β phases, resulting in a more pronounced strengthening effect after aging. Additionally, extending the holding time has little influence on the microstructure of titanium alloys.
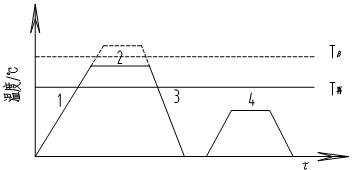
Heat Treatment Process Schematic Diagram for Titanium Alloys:
1-Heating 2-Soaking 3-Water quenching 4-Aging
The effect of a vacuum heating environment on the heat treatment of titanium alloys:
Titanium (Ti) is a highly chemically active metal that readily reacts with elements such as carbon (C), nitrogen (N), oxygen (O), and hydrogen (H) at high temperatures. These reactions can have adverse effects on the properties of titanium alloy materials. For example, the reaction between titanium alloy and oxygen leads to the formation of an oxygen-rich layer on the material surface, which reduces its performance. Additionally, titanium alloys absorb hydrogen during heating, leading to hydrogen embrittlement.
Heating in a vacuum environment is the ideal "atmosphere" for titanium alloys, as shown in Table 1.

Table 1: Vacuum Level, Relative Impurity Content, and Dew Point
Table 1 Data Explanation: Heating in a vacuum essentially means heating in an extremely low-pressure atmosphere. When the thermal vacuum reaches 10-3 Pa, it is possible to achieve a bright treatment for titanium alloys.
The vacuum water quenching furnace discussed in this article utilizes a metal screen thermal field without carbon elements, complemented by a high-vacuum heating-friendly environment. The heating element of the furnace chamber is made of a molybdenum-lanthanum alloy strip, and the insulation screen is composed of a molybdenum screen and stainless steel screen composite insulation screen. This provides a clean heating environment for titanium alloys.
The vacuum system has a three-stage pump configuration: mechanical pump, roots pump, and diffusion pump. This configuration can create an atmosphere with impurity content ≤0.01 ppm, ensuring a safe environment for bright, oxide-free heat treatment strengthening of titanium alloys.
Effect of furnace temperature uniformity in the hot field on heat treatment of titanium alloy
Titanium alloys have poor thermal conductivity, with a thermal conductivity coefficient only one-fifth that of iron. Insufficient temperature uniformity in the furnace can easily lead to local overheating of components, resulting in localized overheating and the formation of Widmanstätten microstructures beyond the β transformation point.
For the high-temperature vertical vacuum water quenching furnace, a temperature uniformity test was conducted at 950°C, with temperature measurements taken at nine points. The results of the furnace's thermal field test are shown in Figure 4. The Juxing GWDL high-temperature vertical vacuum water quenching furnace achieved a temperature uniformity within the effective area of ≤±3°C.
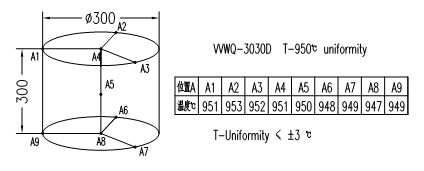
Schematic Diagram of Temperature Uniformity Test for High-Temperature Vertical Vacuum Water Quenching Furnace
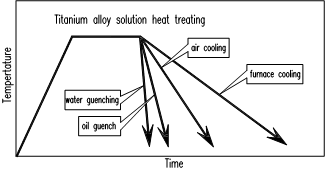
Effect of cooling medium on solid solution process of titanium alloy
The vacuum heat treatment technique involves selecting a suitable cooling medium based on the desired microstructure and properties of the component material. This allows the material and components being heated in a vacuum to be cooled at the required rate to the desired temperature. Common cooling media used in vacuum heat treatment include vacuum quenching oil, oxygen-free gases, and water. Different cooling media offer varying cooling rates, as illustrated in the diagram below.
Vacuum oil quenching utilizes vacuum quenching oil as the cooling medium. This technology can replace salt bath and atmosphere protection heat treatment methods. It ensures the desired internal microstructure and mechanical properties while maintaining surface smoothness. It is particularly suitable for quenching medium and high alloy steels. Currently, vacuum oil quenching technology is widely used in the heat treatment industry in China. Through long-term improvements in equipment, processes, and quenching oil quality, vacuum oil quenching technology has become more mature. However, due to its slower cooling rate (lower than water quenching), if not properly controlled during titanium alloy heat treatment, it can lead to the formation of brittle omega phase. Additionally, when titanium alloy workpieces are heated and immersed in oil, carbon deposition occurs instantly at the surface due to contact with oil vapor, which is detrimental to the improvement of titanium alloy properties. Therefore, vacuum oil quenching is not well suited for titanium alloy heat treatment.
Vacuum gas quenching utilizes oxygen-free gases as the cooling medium. Within a certain range, the cooling rate can increase with increasing gas pressure in the furnace. Commonly used cooling gases for vacuum gas quenching are N2, H2, He, and Ar. They have different thermal conductivity capabilities, with H2 having the strongest cooling capacity, followed by He, N2, and Ar. Using 40 bar H2 for ultra-high-pressure gas quenching can achieve cooling rates close to water quenching. However, H2 usage is hazardous, and titanium alloys tend to absorb hydrogen at high temperatures, leading to hydrogen embrittlement. Therefore, it cannot be used as the cooling medium for titanium alloy vacuum heat treatment. Using 20 bar He for ultra-high-pressure gas quenching can provide cooling rates between oil and water quenching, potentially replacing vacuum oil quenching. However, both He and Ar are expensive gases, and their recovery after quenching is necessary, resulting in high heat treatment costs, making them unsuitable as the primary cooling medium for titanium alloy vacuum heat treatment. N2 is inexpensive and safe, but it has poor cooling capability and reacts strongly with Ti at high temperatures, leading to a decrease in titanium alloy material properties. This technology is also not suitable for titanium alloy solution strengthening treatments.
Vacuum water quenching technology uses water as the quenching medium and is particularly suitable for the solution treatment of titanium alloy workpieces. After the workpiece is heated in a vacuum without oxidation, it is rapidly transferred to a water-quenching tank to obtain the desired solution-treated microstructure. Currently, developed countries are researching new processes and equipment for vacuum water quenching of titanium alloys, aiming to reduce production costs, improve performance, and enhance product quality.
The GWDL high-temperature vertical vacuum water quenching furnace conducted cooling experiments on the titanium alloy material Ti-6Al-2Zr-2Sn-1Cr-2Nb using different media, as shown in the figure below.
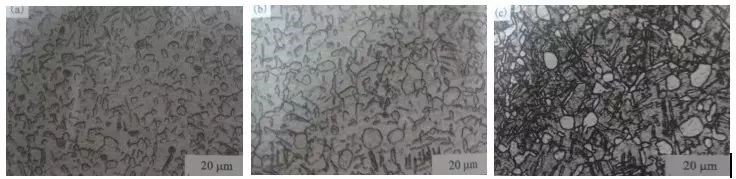
Metallography of titanium alloy solution treatment (a) Water cooling; (b) Oil cooling; (c) Air cooling
In summary, the choice of different cooling media has a significant impact on the microstructure of titanium alloy during solution treatment. Only when water is selected as the quenching medium for rapid cooling, the desired martensitic phase transformation can occur. The quenching cooling rate determines the quality of the solution treatment and plays a crucial role in the dispersion strengthening of titanium alloys.